

Uno de los inconvenientes de esta tecnologa son los defectos que se crean durante la fabricacin
Sara Sendino, Silvia Martnez, Amaia Navarrete y Patricia Fernndez, del Centro de Fabricacin Avanzada Aeronutica (CFAA)12/04/2022
El proceso de fusin lser sobre cama de polvo metlica o L-PBF por sus siglas en ingls Laser Powder Bed Fusion es una de las tecnologas aditivas para la fabricacin de piezas metlicas que ms se est utilizando en la actualidad y en la que se est realizando un gran esfuerzo por normalizar y estandarizar ya que se est empezando a introducir en industrias con altos requerimientos de calidad cmo es la industria aeronutica.

Para la fabricacin de piezas empleando la tecnologa L-PBF se parte de polvo metlico. Este polvo se deposita directamente en la cmara de fabricacin, con atmsfera libre de oxgeno, y se distribuye en una capa homognea, de un espesor de entre 15 y 90 m dependiendo del material utilizado y la calidad de la pieza. Una vez distribuida la capa de polvo un lser, movido a muy alta velocidad por un escner, funde el rea especificada en el archivo y, tras esto, la plataforma de trabajo desciende el grosor de una capa para depositar la siguiente capa. El proceso se repite capa a capa, hasta que toda la pieza se fabrica. Los beneficios de esta tecnologa son notables, ya que gracias a la fabricacin capa a capa se pueden obtener geometras complejas que son muy difciles de obtener con tecnologas de fabricacin convencionales.
Por otro lado, uno de los inconvenientes de esta tecnologa son los defectos que se crean durante la fabricacin. Estos defectos son muy variados y, en ocasiones, difciles de monitorizar e inspeccionar mediante tcnicas no destructivas, NDTs. Pero, para poder dotar al proceso de inteligencia y garantizar la calidad de las piezas, es necesaria una monitorizacin, sobre todo en los defectos no visibles por medio de tcnicas NDTs.
Defectos comunes en piezas
Los defectos intrnsecos de la tecnologa L-PBF son de diversa ndole y tamao. El hecho de que sean piezas fabricadas a partir de polvo de cierta granulometra por fusin focalizada, con gran cantidad de parmetros de fabricacin (+ de 150), a muy alta velocidad (hasta 7.000 mm/s), punto a punto, lnea a lnea, rea a rea, capa a capa dota a la pieza la posibilidad de tener defectos muy variados. A continuacin, se presenta una clasificacin de defectos que son motivo de que la pieza no obtenga la calidad necesaria en el componente fabricado:
– Porosidad: Este tipo de defecto es uno de los ms problemticos en la tecnologa L-PBF ya que para la mayora de aplicaciones se requieren piezas completamente densas y libres de poros, debido a que los poros disminuyen las prestaciones mecnicas de las piezas finales. Adems, debido a su tamao, son defectos que si son localizados son muy difciles de inspeccionar. En algunas ocasiones los poros pueden aparecer por no tener ajustados correctamente los parmetros y trayectorias de fabricacin. Si la densidad de energa aplicada para la fusin del material es demasiado baja o las trayectorias definidas en la pieza no llegan a solaparse correctamente, es posible que se creen zonas sin fundirse completamente y aparezcan poros, normalmente de gran tamao. Esta porosidad es conocida como lack of fusion o falta de fusin (figura 1a). Por el contrario, si la densidad de energa es demasiado elevada, la profundidad de material fundido es excesiva y puede que quede gas atrapado en este fundido, generando as la porosidad denominada key-hole, over-melting o sobrecalentamiento (figura 1b). Pero, debe de mencionarse que aun ajustando correctamente los parmetros pueden aparecer poros esfricos de pequeo tamao (
Figura 1. Tipos de porosidad de las piezas L-PBF. 1a. Debido a falta de fusin entre capas; 1b. Porosidad causada por potencias demasiado elevadas (Key-hole) y pequeas burbujas de gas atrapadas en el lecho [1].
– Rugosidad: La rugosidad se presenta como otro gran reto de la tecnologa L-PBF, ya que al igual que la porosidad una alta rugosidad puede llegar a afectar a las prestaciones mecnicas de la pieza y con ello limitar su aplicabilidad. Uno de los principales factores que afectan a la rugosidad es el ngulo de incidencia del lser respecto a la plataforma. En esta tecnologa el lser est situado sobre la parte central de la plataforma y, por ello, incide completamente perpendicular a la plataforma nicamente en la parte central, mientras que en los bordes de la plataforma incide con cierto ngulo. As, en la parte central de la plataforma el lser genera un trazo circular, mientras que en los extremos este crculo se distorsiona abarcando un rea mayor. Sin embargo, al emplear los mismos parmetros de fabricacin en toda la plataforma, la energa aplicada es la misma independientemente al tamao del rea a fundir. Esto genera que en las zonas alejadas al centro la energa aplicada no sea capaz de fundir por completo el rea a fundir, quedando por ello partculas parcialmente adheridas a la superficie o patrones de fundido que demuestran la distorsin del lecho fundido. En la figura 2a se muestra el acabado superficial de una pieza fabricada en el centro de la plataforma junto al acabado de una fabricada en el borde de la plataforma (figura 2b), donde puede apreciarse la distorsin del bao fundido.
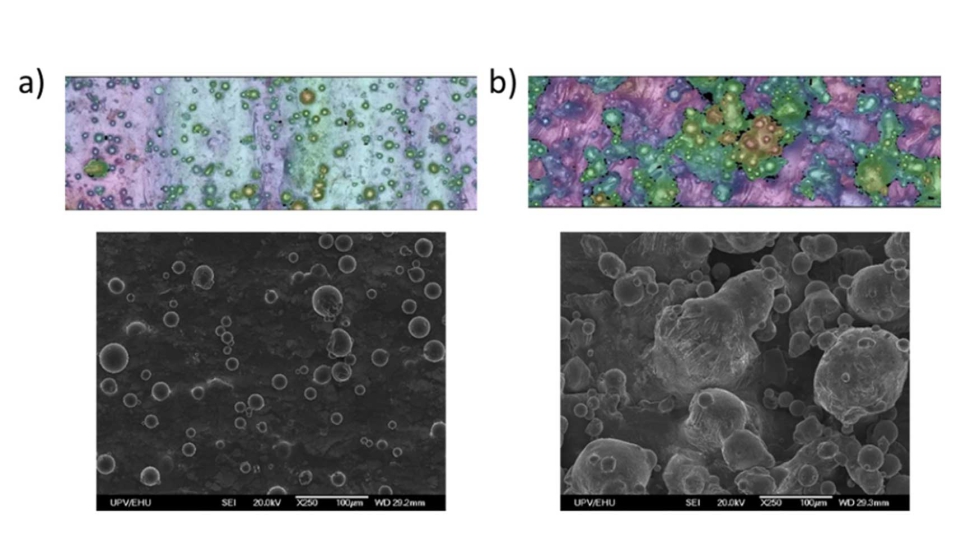
Figura 2. Rugosidad segn el posicionamiento de la pieza en la plataforma. 2a. Pieza situada en el centro de la plataforma, donde el haz lser es perpendicular a la plataforma; 2b. Pieza situada en el borde de la plataforma, donde el ngulo de incidencia genera la distorsin del bao fundido [2].
– Tensiones residuales y rotura de la pieza: La fase de solidificacin y de enfriamiento de las capas generan tensiones residuales en la pieza que generan deformaciones. Si las tensiones residuales son superiores a las tensiones de rotura del material, dichas tensiones son aliviadas en forma de rotura, dando lugar al fenmeno crack. Estas roturas se pueden observar entre capas cuando la soldadura inter-capa no es lo suficientemente slida para soportar dichas tensiones residuales. En la figura 3 se observa un fallo por rotura entre capas donde la unin entre los soportes y la pieza no ha sido capaz de aguantar las tensiones residuales generadas durante el proceso.

Figura 3. Fallo generado a causa de la contraccin de material por tensiones residuales las cuales los soportes diseados no han sido capaces de aguantar.
– Contraccin de la geometra: Las piezas fabricadas por L-PBF padecen una contraccin principalmente por dos motivos: la solidificacin del material fundido y el gradiente trmico durante el enfriamiento. Una forma de mitigar este problema y lograr piezas con dimensiones requeridas es sobredimensionar la pieza por un factor. Pero, esta contraccin, adems de causar que la pieza final pueda no ajustarse a las tolerancias exigidas puede acarrear otros problemas; como pueden ser deformaciones sobre todo en esquinas con elevado voladizo o en el caso de transiciones de secciones muy bruscas.
Debido a estos defectos presentes en las piezas fabricadas mediante la tecnologa L-PBF y a las altas exigencias exigidas por industrias cmo la aeronutica, deben someterse a exhaustivos controles de calidad, que en algunos casos cmo la porosidad, puede que no sean detectables. La monitorizacin nace como una alternativa a dichos controles de calidad, ya que gracias a una correcta monitorizacin in-process se pueden llegar a detectar gran parte de los defectos generados en la pieza.
Monitorizacin en mquinas de fabricacin aditiva por L-PBF
La monitorizacin se basa en la captacin de las seales provenientes del proceso de fabricacin, como podran ser las propias emisiones del bao fundido, las trayectorias del escaneo, la vibracin que sufre el elemento encargado de arrastrar el polvo Los sensores o dispositivos que se emplean para captar las seales mencionadas anteriormente varan en funcin del objetivo y del tipo de defecto a monitorizar. Adems, algunos parmetros intrnsecos del proceso de L-PBF dificultan la colocacin y adquisicin de datos de este proceso. A continuacin, se resumen algunos puntos a tener en cuenta durante la monitorizacin del proceso L-PBF:
– Se trata de un proceso lser. Si el sensor se introduce en la cmara de trabajo debe de aguantar hasta 70-100 C y, si se quiere realizar una monitorizacin externa sin contacto, debe de tenerse en cuenta que el cristal de visin a la cmara de trabajo anula algunas longitudes de onda para que, por seguridad, los reflejos del lser no daen los ojos de la persona que se encuentra mirando la fabricacin.
– Se trabaja en atmsfera inerte y, en algunas mquinas, se realiza el vaco para mejorar la inertizacin. Si el sensor se introduce dentro de la cmara, adems de aguantar la presin de vaco (1.000 mbar), se debe de garantizar que por la salida de los cables no surjan prdidas de vaco o entre oxgeno durante el proceso.
– La herramienta es un haz lser movida por espejos a muy alta velocidad: monitorizacin coaxial del a zona fundida. Para monitorizar la zona fundida con precisin el sensor se debe de mover con el haz lser y deben de ser los mismos espejos que mueven el lser los que muevan las distintas seales de los sensores (hasta 7 m/s). Esta monitorizacin es de fotodiodos a distintas longitudes de onda coaxiales con el lser y se introduce directamente por los fabricantes de las mquinas. Es la nica opcin para monitorizar in-process el bao fundido y los defectos locales.
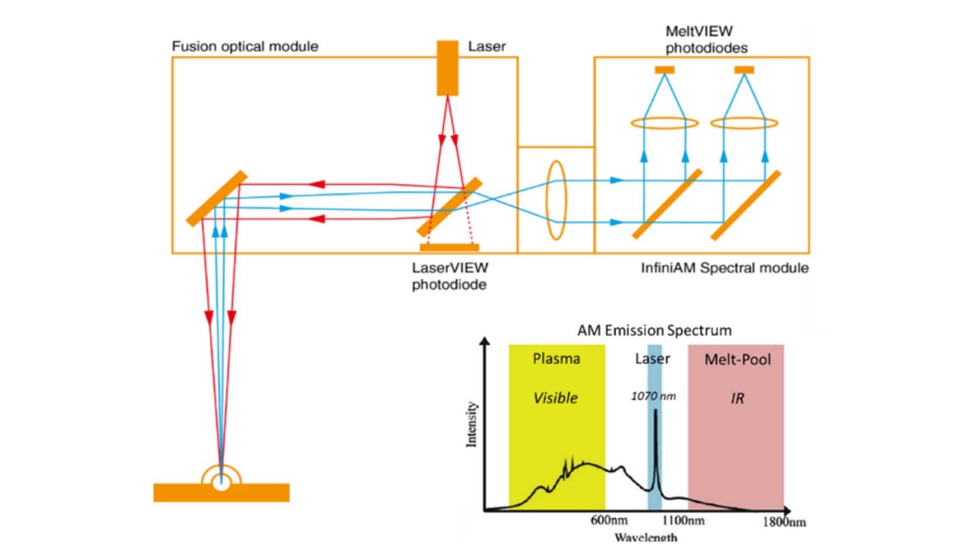
Figura 4: Monitorizacin coaxial con el haz lser integrada en las mquinas de L-PBF de Renishaw, distintos modelos de la RenAM500.
– Baja resolucin en la monitorizacin no coaxial. La monitorizacin con cmaras termogrficas/pticas no coaxiales con el haz lser es para defectos macro, para una monitorizacin global de toda la capa. Hay que tener en cuenta que un dato comn en este proceso es tener un bao fundido de entre 150 y 300 m, y las dimensiones de trabajo por lser son de entre 400 y 900 mm2, lo que hara una resolucin necesaria de la cmara de 2.000 x 2.000 pxeles para tener un nico pixel en el bao fundido y, por otro lado, deberan de ser de alta frecuencia de adquisicin de imgenes.
– La pieza se va creando durante la fabricacin. Sensores sin contacto con la pieza. Es un proceso en el que la pieza se crea desde cero sobre una base metlica por lo que no se puede poner un sensor en contacto con la pieza ya que se va creando durante la fabricacin. Si se quiere monitorizar con un sensor por contacto, cmo pueden ser las galgas extensiomtricas o acelermetros, se deben de colocar en la placa base o en otras zonas de la mquina, pero no en la pieza.
– Son fabricaciones largas y con un lser movindose a gran velocidad. Debe de tenerse en cuenta la gran cantidad de datos que se pueden generar en una fabricacin para la monitorizacin offline y coaxial del proceso (hasta 500 GB por fabricacin en archivos de texto)
Como se ha comentado, la monitorizacin puede realizarse de una forma global, en todo el lecho de polvo, para un defecto de pieza, un defecto macro, o de una forma local para defectos ms localizados y de menores dimensiones, defectos micro. Entre las posibles opciones en dispositivos y sensores para la monitorizacin se encuentran las cmaras de alta velocidad, las cmaras termogrficas, los fotodiodos, los acelermetros, los sensores acsticos, etc.
Tcnicas de machine learning
El objetivo de todos los dispositivos de monitorizacin es poder llegar a detectar errores en la pieza sin necesidad de llevar a cabo procesos destructivos o costosos. Pero estos procesos de monitorizacin generan gran cantidad de datos y, por ello, es crucial tener algoritmos inteligentes capaces de analizar todos los datos obtenidos para poder obtener informacin til, comprensible por el usuario, y poder actuar en consecuencia.
Las tcnicas de Machine Learning abren un nuevo campo puesto que dichos algoritmos facilitan el procesamiento de gran cantidad de datos. Se trata de una rama que se encuentra dentro de la Inteligencia Artificial (IA), y que se basa en el aprendizaje automtico por medio de un algoritmo. Es decir, inicialmente se desarrolla un modelo con la capacidad de resolver un problema concreto, este modelo se va entrenando empleando gran cantidad de datos, as el modelo va aprendiendo de estos datos hasta que el modelo llega a ser capaz de hacer predicciones basadas en los datos. Con estas predicciones el sistema es capaz de actuar para corregir o, por otro lado, actuar cmo inspector in-process de la pieza y que entre dentro de la calidad requerida.
En la tecnologa de L-PBF, se debe comentar que actualmente la mayora de marcas comerciales integran monitorizacin coaxial y externa en la mquina, pero se est trabajando en dotar de inteligencia a esos datos monitorizados para poder relacionarlos con defectos no deseados y, todava ms a futuro, poder actuar sobre parmetros y conseguir eliminar los defectos durante la fabricacin.
Los tipos de implementacin de Machine Learning pueden clasificarse en distintas categoras tal y como se muestra en la figura 5.
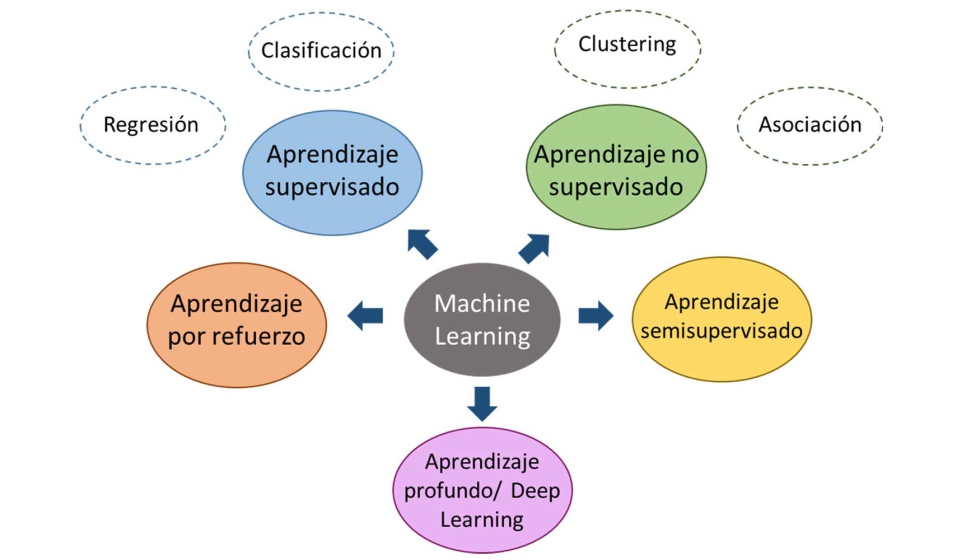
Figura 5. Clasificacin de las distintas categoras de Machine Learning.
Aprendizaje supervisado: el algoritmo se entrena con un conjunto de datos etiquetados, que son introducidos por el usuario. El algoritmo puede ser de dos tipos, dependiendo del resultado que se desea, tal y como se muestra en la figura 8:
- Clasificacin: Se emplea para clasificar los datos de entrada en distintas clases. Por ejemplo, un algoritmo de clasificacin sera adecuado para clasificar la calidad de las piezas como buena o mala. En la figura 6 puede apreciarse el diagrama de un algoritmo de clasificacin.
- Regresin: Se emplea para predecir un valor numrico segn los datos de entrada. Podra ser por ejemplo un algoritmo capaz de predecir la porosidad de la pieza fabricada.
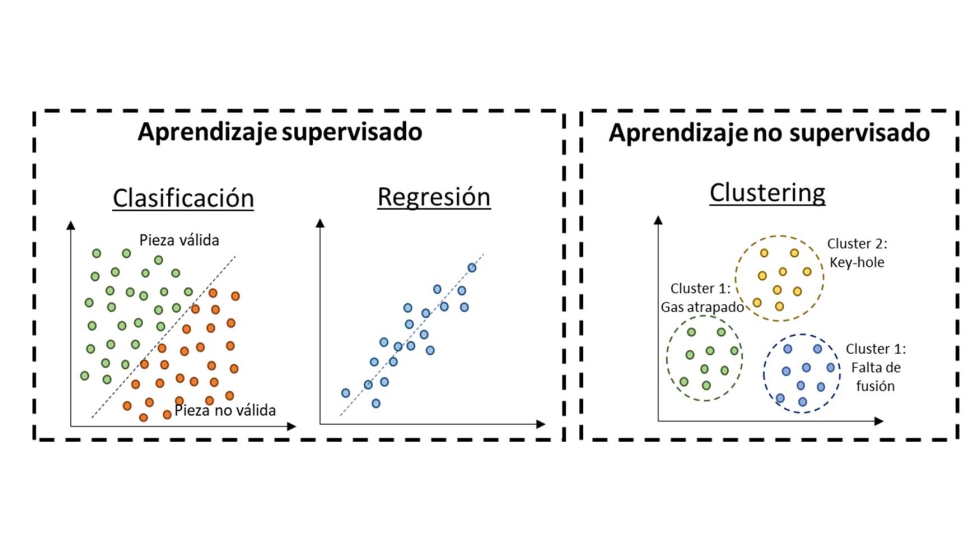
Figura 6. Diagrama de un algoritmo supervisado de clasificacin.
Aprendizaje no supervisado: En este caso el usuario no introduce directamente los datos de entrada, sino que el algoritmo aprende de datos o elementos no etiquetados, buscando patrones o relaciones entre ellos. En este caso tambin existen dos tipos de algoritmos principalmente:
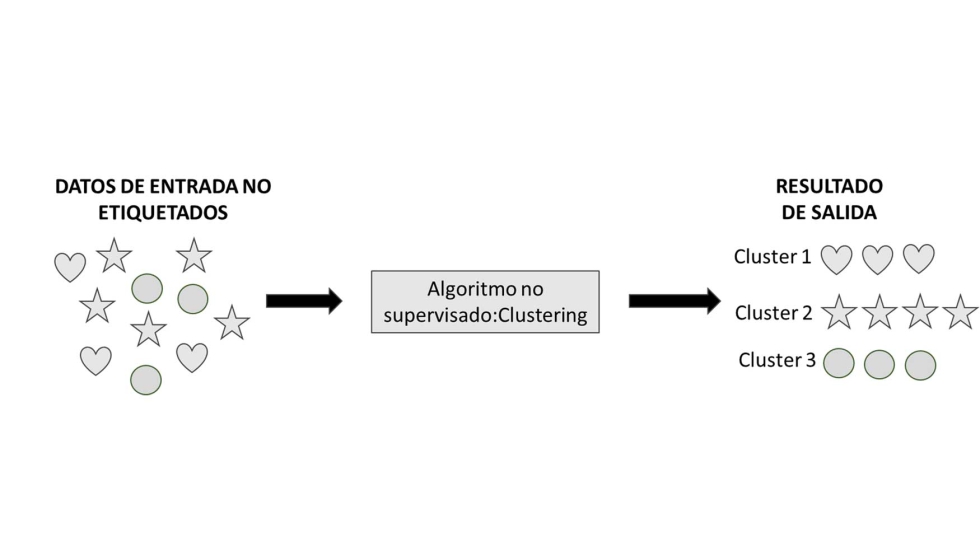
Figura 7. Diagrama de un algoritmo no supervisado de tipo clustering.
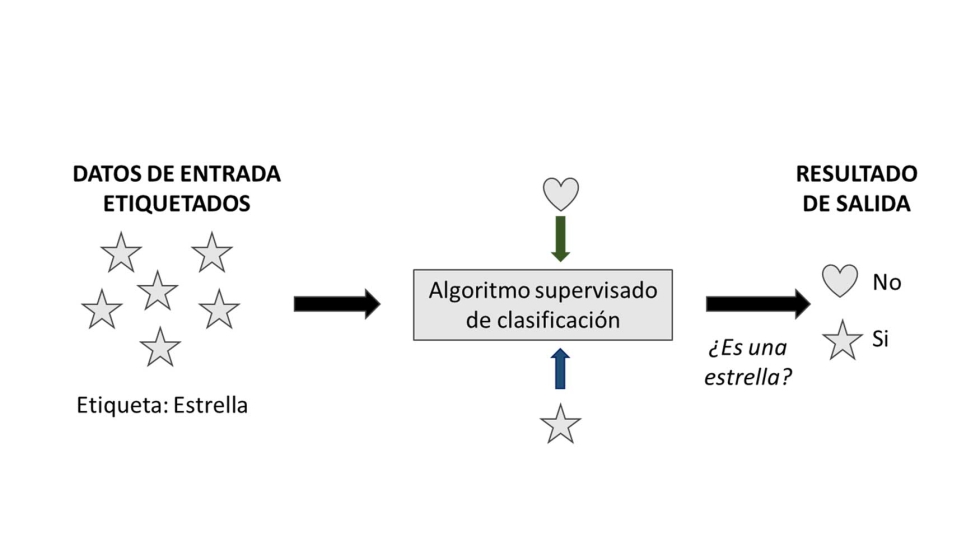
Figura 8. Ejemplos de la salida de datos en el caso de los algoritmos de clasificacin, regresin y clustering.
- Clustering: Clasifica en grupos los datos de salida, en la relacin a los datos de entrada. Por ejemplo, podra tratarse de un algoritmo que se encarga en clasificar en grupos el tipo de porosidad de la pieza (Falta de fusin, key-hole). El diagrama de este tipo de algoritmo puede verse en la figura 7 y el resultado de salida esperado en la figura 8.
- Asociacin: El algoritmo se encarga en buscar relaciones entre los distintos datos. Por ejemplo, este tipo de algoritmo podra emplearse para detectar la relacin que puede existir entre la porosidad de las piezas fabricadas y sus propiedades mecnicas.
Aprendizaje por refuerzo: este algoritmo nace para suplir las carencias de los otros dos tipos de algoritmos y cubrir las aplicaciones que estos no suplan. La singularidad de este algoritmo es que aprende en un esquema basado en premios y castigos al interactuar con su entorno. As, el algoritmo recibe una recompensa numrica cada vez que resuelve una accin con xito, y el algoritmo trata de aprender a seleccionar las acciones que maximizan la recompensa acumulada. Un ejemplo de este tipo de algoritmo son los coches autoconducidos [4].
Aprendizaje semi-supervisado: combina el aprendizaje no supervisado y el supervisado. El aprendizaje semi-supervisado combina una pequea o limitada cantidad del conjunto de datos etiquetados con una gran cantidad de conjunto de datos no etiquetados durante el entrenamiento del algoritmo. Este tipo de aprendizaje es beneficioso en las aplicaciones de fabricacin aditiva, donde la obtencin del conjunto de datos etiquetados es una tarea muy difcil.
Aprendizaje profundo/Deep Learning: por ltimo, debe mencionarse el aprendizaje profundo. En este caso la maquina tambin aprende automticamente analizando la gran cantidad de datos mediante estructuras de redes neuronales que pueden estar compuestas por varias capas dependiendo de la complejidad del modelo. Ejemplo de este modelo son los algoritmos de los asistentes virtuales [5].
Las tcnicas de Machine Learning tienen muchas aplicaciones diferentes dentro de la tecnologa L-PBF, entre otras: optimizacin de parmetros, prediccin de propiedades de las piezas fabricadas, deteccin de defectos, prediccin de calidad, control en lazo cerrado del proceso, control de la desviacin geomtrica de las piezas, estimacin de costes No obstante, existe algn que otro inconveniente. Los principales problemas son, el tamao de los datos, la falta de etiquetas para entrenar los algoritmos y la falta de conocimiento a la hora de extraer las variables importantes de los datos para entrenar el algoritmo correctamente.
Machine learning en la tecnologa L-PBF EN EL CFAA
El Centro de Fabricacin Avanzada Aeronutica, CFAA, es un centro mixto de la UPV/EHU y la Agrupacin Empresarial para el desarrollo de Tcnicas de Fabricacin Avanzada en Aeronutica, donde se desarrollan proyectos de investigacin de gran inters industrial, aprovechando la sinergia generada entre la universidad, empresas y entidades pblicas. Entre las tecnologas presentes en el centro se encuentra la tecnologa Laser Powder Bed Fusion (L-PBF) que se trata de una de las tecnologas de fabricacin aditiva metlica con ms acogida industrial.
Uno de los retos actuales en la tecnologa L-PBF es dotar a las mquinas de la sensorizacin adecuada para la correcta monitorizacin del proceso y que los datos recogidos, por medio de tcnicas de Machine Learning, sean capaces de encontrar los defectos de las piezas durante la fabricacin y, en medida de lo posible, sirvan para corregir esos defectos durante la fabricacin o ser una manera fiable de etiquetar las piezas cmo no vlidas, tener un mtodo de inspeccin fiable basado en la monitorizacin del proceso. Esta monitorizacin y actuacin sobre parmetros se est consiguiendo para el caso de defectos macro cmo el levantamiento de piezas o la falta de polvo en zonas por distintos defectos de fabricacin, pero todava hay un largo camino en la monitorizacin de defectos micro cmo es el caso de la porosidad debida a falta de fusin o sobrecalentamiento.
En el CFAA, junto con Renishaw y otras empresas socias del centro, se est trabajando en analizar los datos recogidos por monitorizacin coaxial en la nueva mquina disponible en el centro, la Renishaw RenAM500. Cmo se muestra en la figura 4, esta mquina recoge los datos coaxiales de 3 fotodiodos, con alta frecuencia de adquisicin (cada 20 s) y a distintas longitudes de onda para monitorizar el estado del lser y, por otro lado, seales del plasma y bao fundido que se crean durante la fusin del polvo metlico. Con estas seales cmo base se est trabajando en relacionarlas con distintos defectos del proceso, lack of fusion y over-melting, por medio de tcnicas de Machine Learning. As, mediante el filtrado especfico de datos localizados dependientes del barrido del escner, el entrenamiento de algoritmos de regresin junto con tcnicas de clustering se est consiguiendo dar una probabilidad de fallo o porosidad localizada con datos no entrenados en el algoritmo. Actualmente se est trabajando en ajustar la probabilidad validando los resultados con piezas reales y obtener una etiqueta de fallo o no fallo en cada dato de la monitorizacin coaxial. Los primeros resultados de esta investigacin se pueden observar en la siguiente figura donde se compara la porosidad en un corte de una probeta fabricada por L-PBF con los resultados de los datos de monitorizacin con las tcnicas de Machine Learning introducidas.
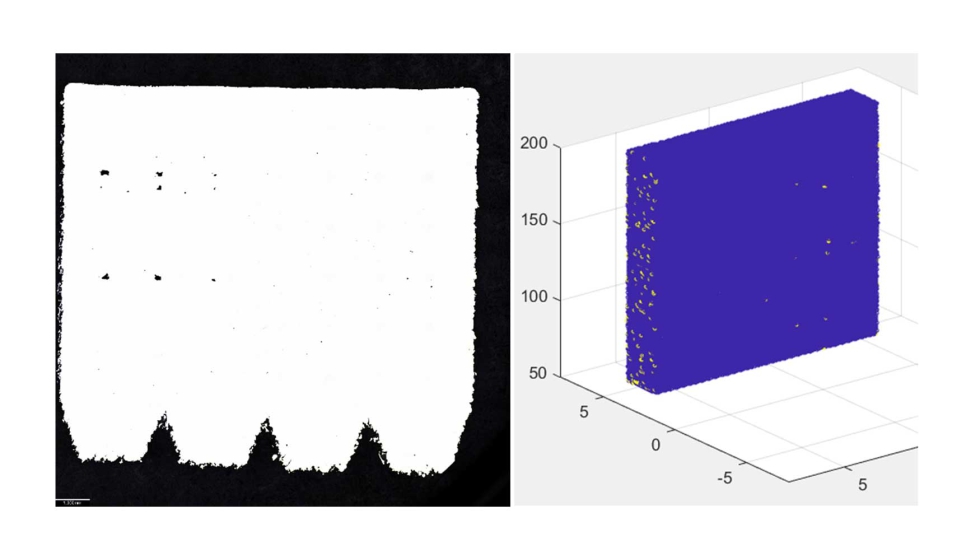
Figura 8: Corte de una probeta fabricada por L-PBF junto con los resultados de las tcnicas de Machine Learning introducidas para deteccin de porosidad.
Referencias
[1] Thibaut de Terris, Olivier Andreau, Patrice Peyre, Frdric Adamski, Imade Koutiri, Cyril Gorny, Corinne Dupuy. (2019), Optimization and comparison of porosity rate measurement methods of Selective Laser Melted metallic parts. Additive Manufacturing, 28, 802-813. https://doi.org/10.1016/j.addma.2019.05.035.
[2] S Sendino, S Martinez, A Lamikiz, F Lartategui, M Gardon, JJ Gonzalez. Analytical study of the melt pool distorsion in the Laser Powder Bed Fusion Process caused by the angle of incidence of the laser and its effect on the surface finish of the part. IOP Conf Ser Mater Sci Eng. 2021; 1193(1):012010 doi: 10.1088/1757-899X/1193/1/012010
[3] https://aprendeia.com/aprendizaje-no-supervisado-machine-learning/
[4] https://www.aprendemachinelearning.com/aprendizaje-por-refuerzo/
[5] https://ourcodeworld.co/articulos/leer/1183/la-diferencia-entre-inteligencia-artificial-aprendizaje-automatico-y-aprendizaje-profundo
Crédito: Enlace fuente




{kind=link}
Discussion about this post